网站首页
产品展示
公司动态
公司简介
生产场景
联系我们
加入收藏
关注我们
产品分类
桁架
SK40H数控车床
SK50B数控车床
SK6163数控车床
sk6180系列数控车床
CK-400精密数控斜导轨车床
CK-500精密数控斜导轨车床
手机:13832778910 13932781727
联系人:杨经理
网址:www.btshtjc.com
地址:河北省沧州市泊头市洼里王镇李多里村
公司动态
当前影响数控机床加工效率的重要因素
制约数控机床机械加工效率提高的主要原因
数控加工技术在模具制造中的运用
模具制造中数控加工技术的优势
数控加工技术概述
金属切削机床数控化改造成本分析
返回首页
>
产品展示
>
相关内容
我们怎样选择能满足需求的数控车床
中国数控机床的发展史
数控机床招聘频率最高数控专业就业前景看好
数控仪表车床的加工特点
相关产品
名称:
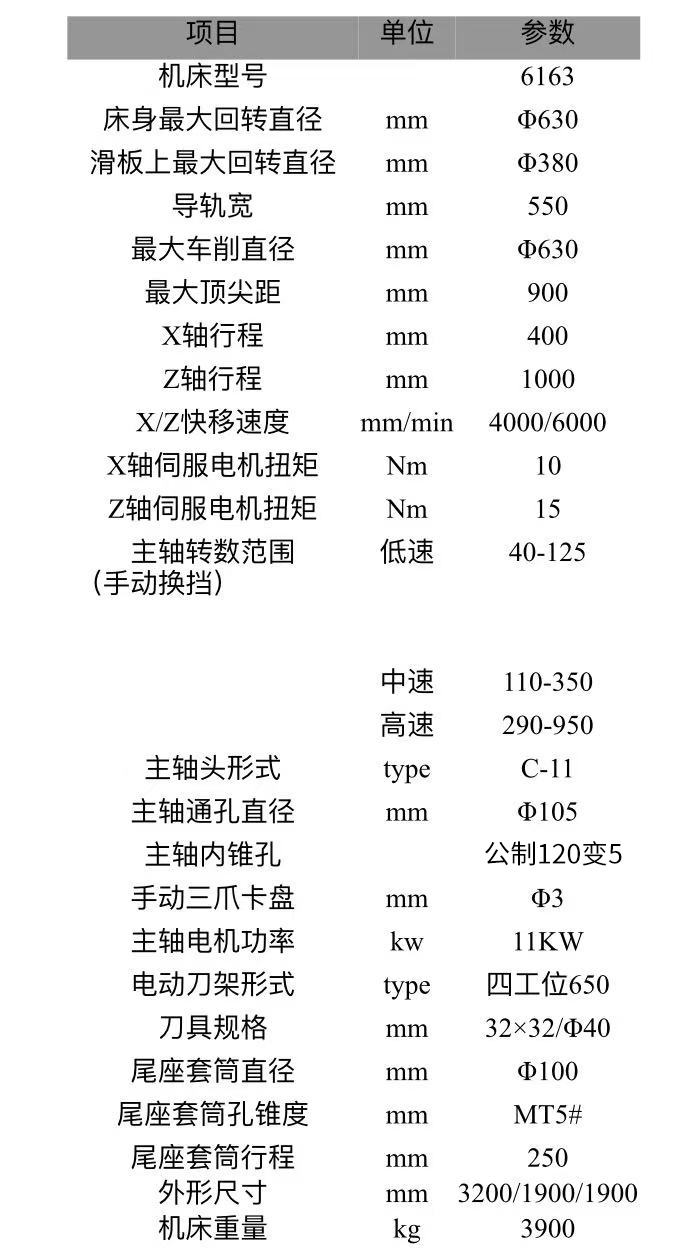
SK6163数控车床
描述:
sk6163数控车床结构特点高刚性床身,的主传动系统,的进给系统,的刀架,全封闭式电气柜。广泛应用于汽车制造,航空航天,电子工业,器械等行业。
标签:
SK50B数控车床
sk6180数控车床
SK6163数控车床 详细说明
网站首页
产品展示
公司动态
公司简介
生产场景
联系我们
网站地图
泊头市恒泰机床有限公司提供
ck6180数控车床
,
6150数控车床
,
ck6140数控车床
,
改装数控
,
数控仪表
等产品。
手机:13832778910 13932781727 联系人:杨经理
版权所有 Copyright(C)2015-2016 泊头市恒泰机床有限公司 地址:河北省沧州市泊头市洼里王镇李多里村 网址:www.btshtjc.com 冀ICP备18036236号-1